

Nanxing six-side CNC drilling machine undergoes strict factory inspection protocol including setup calibration, processing test, dimensional measurement (±0.1mm accuracy), and data recording. Learn how Nanxing ensures every woodworking machinery unit performs reliably before shipment.
Before It Ships, It Proves Itself
When a Nanxing woodworking machine arrives at an overseas furniture factory, our field engineers are on hand to support you. Even so, every unit undergoes rigorous factory testing before shipment — so it will work correctly, repeatedly, and reliably from the moment it’s powered on.
Thats why all Nanxing woodworking machines go through complete production testing prior to delivery. We take six-side CNC drilling machine as a typical example here. No random sampling, no simulated runs. Every unit runs actual operations with real materials, complete toolpath execution, accurate panel measurement and detailed data recording.
The Inspection Protocol
Each machine runs through a structured four-phase production test that mirrors actual customer conditions:
Phase 1 — Setup & Calibration
The machine is mounted, powered on, and its reference zero point is calibrated. Machine parameters are configured according to the target processing specification — including the specific drill head assembly selected for the job.
Phase 2 — Processing Test
A test panel is loaded and the machine performs actual drilling and milling operations. Multiple tool paths are executed in sequence to test:
-
Axis movement across all six sides
-
Transitions between different drill configurations
-
Continuous operation stability under sustained load
This test includes six to seven distinct machining processes ,simulating the full range of real-world woodworking applications: through-hole drilling, blind-hole drilling, multi-spindle gang drilling, edge chamfering, slot milling, counterboring, and pattern nesting.
After each operation, our quality control team takes precise manual measurements of hole position, diameter, depth, and surface finish. All results are recorded in a formal inspection report, where any deviation from the required tolerance is logged and verified against the machine’s performance standards.
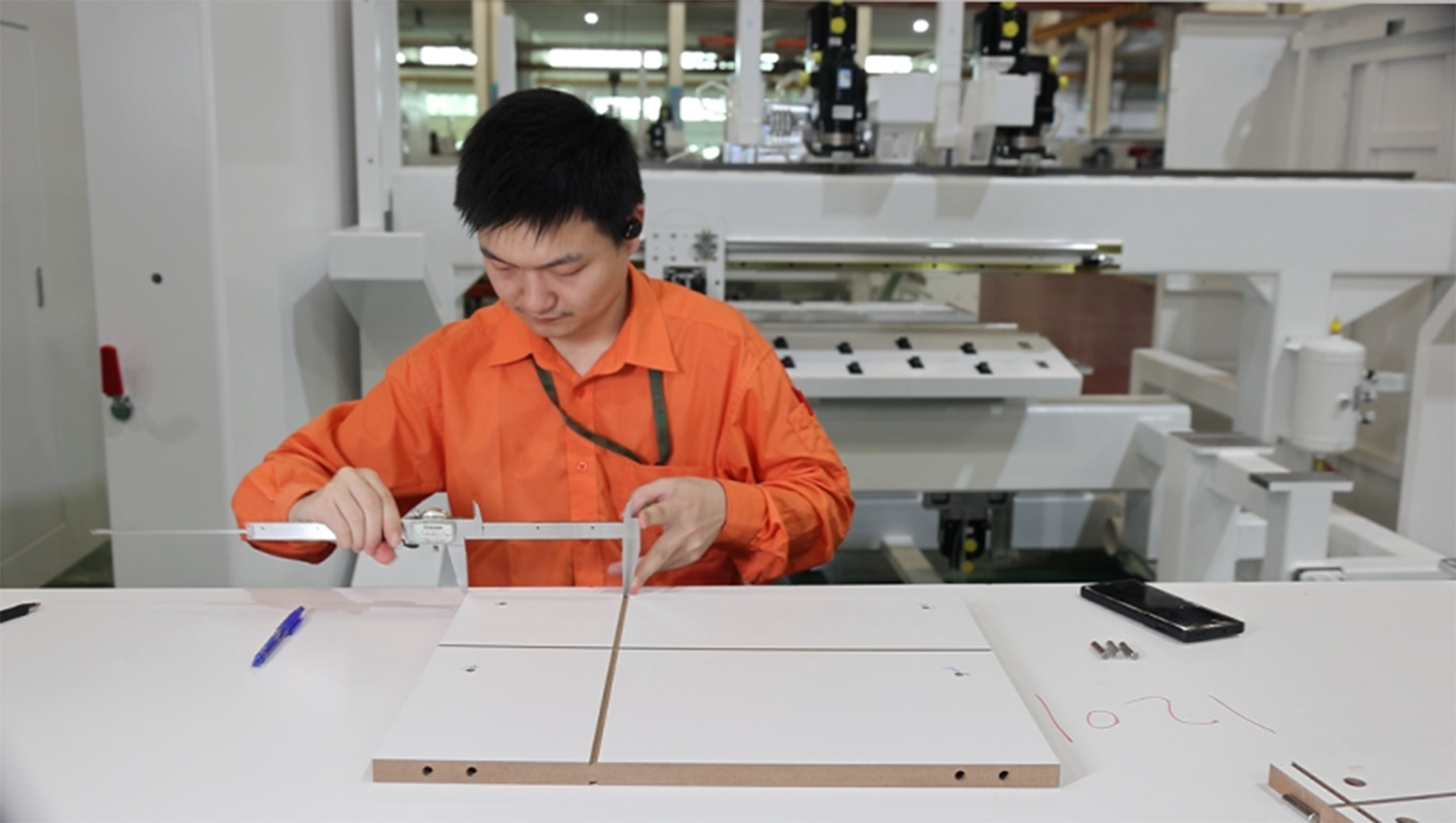
Phase 3 — Dimensional Measurement
The processed test panel is measured using precision instruments. Key dimensions are compared against the design drawing:
|
Parameter
|
Typical Tolerance
|
Measured Value
|
Tolerance
|
|
Positioning accuracy (X/Y/Z)
|
±0.1 mm
|
CMM
|
250×140 mm test panel
|
|
Hole-to-side positioning
|
±0.25 mm
|
CMM
|
Lateral deviation from reference edge
|
|
Lamello slot Z-depth
|
±0.1 mm
|
CMM
|
500×400 mm test panel
|
|
Gantry rail parallelism(horizontal)
|
±0.025 mm
|
Dial indicator
|
Full travel length
|
|
Gantry rail parallelism (vertical)
|
±0.01 mm
|
Dial indicator
|
Full travel length
|
|
Worktable levelness
|
0.02–0.04 mm/1000 mm
|
Precision level
|
Main beam, front/rear frame
|
|
Y-axis slide parallelism
|
±0.015 mm
|
Dial indicator
|
Relative to gantry guide rail
|
|
Drill spindle face parallelism
|
±0.025 mm
|
Dial indicator
|
Upper/lower spindle groups
|
|
Gripper X-axis parallelism
|
±0.025 mm
|
Dial indicator
|
Relative to lower drill spindle
|
|
Motor mounting plate parallelism
|
±0.015 mm
|
Dial indicator
|
Z-axis direction
|
Note: Tolerance values derived from actual factory inspection records. Values represent the Nanxing series six-side drilling machine configuration. Actual tolerances may vary by machine model and customer specification.
Phase 4 — Data Recording
All measurement results are logged in the machines factory inspection record:
· Actual vs. target values
· Calculated deviation
· Pass / Fail status for each parameter
· Inspector signature and date
This record is archived and linked to the machine serial number — traceable, auditable, and shareable upon customer request.
A Machine That’s Already Done the Job
Every Nanxing machine is tested under real production conditions before leaving our factory — on actual panels, with real tool paths, no lab simulations.Proof in the test data, proof in the inspection record, proof that before your first panel touches the machine’s table, we’ve already run your job.